欢迎进入盐城大丰科锐达机床设备有限公司网站
全国服务热线
0515-83902727/13505112539
三种表示表面粗糙的表示方法及详解
时间: 2019-06-20 08:55
浏览次数:
表面粗糙度有多种表示方法,在此科锐达机床设备公司列举三种最常见的面粗度表示法,以及其定义与公式。
表面粗糙度有多种表示方法,在此科锐达机床设备公司列举三种最常见的面粗度表示法,以及其定义与公式。
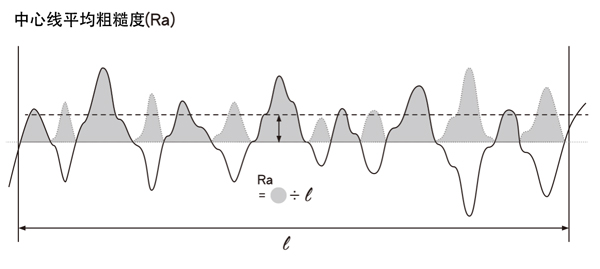
Ra=中心线平均粗糙度
设于表面轮廓曲线上撷取长度L,以该长度内中心现为X轴,
撷取长度内所有斜线部分面积之和除以测定长度L所得之值。即为Ra。
公式:Ra=|f(x)|dx / l
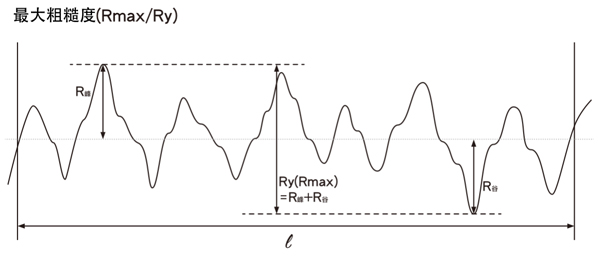
Rmax[CNS]=Ry[JIS]=最-大粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线最-高峰至最-低谷之垂直距离,
即为最-大粗糙值Rmax/Ry。(Rmax和Ry算法概念相同,但取样的峰谷不同。近年Ry近乎取代了Rmax)
公式:Rmax=Ry=Rp+Rv
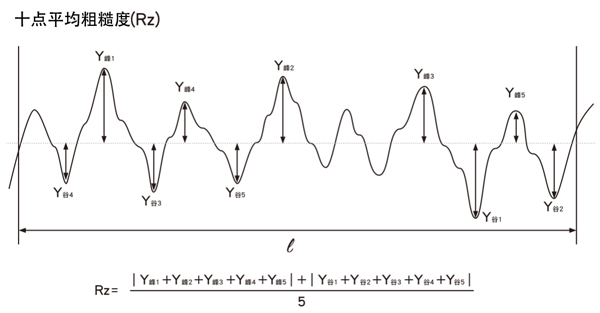
Rz=十点平均粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线中心以第五高峰顶与第五低低谷测出高低距离,即Rz。
公式:Rz=|Y1+Y2+Y3+Y4+Y5|+|Y1+Y2+Y3+Y4+Y5| / 5
三者关系约为4Ra≒Ry≒Rz,单位皆为um。
面粗度陷井
相同面粗度值,峰谷型态却不同
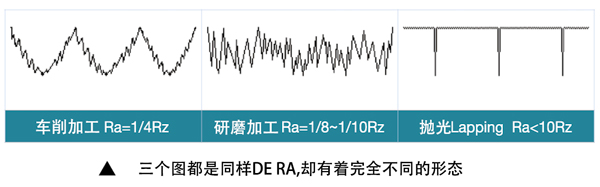
虽说,面粗度值是将表面状态量化的结果,让加工者有可参考的依据和标准,
但相同的数值,实际表面的型态可能还是有差别!
当在追求更精密更细致的表面时,需要认知到,
一样是0.01的距离,Ra0.02到0.01却是比0.05到0.04更加具挑战性。
(代表峰谷的距离要更加接近,且更加均匀。)
在选择工具以及设定研磨条件时的概念,可能就会有所差别,
就不只是砂轮「粒度」的差异而已。
若是我们能有此认知基础,才比较不会落入数字的迷思。
来自s-e-y-a
下一篇:平面磨床砂轮进给方式对研磨的影响
Copyright 盐城大丰科锐达机床设备有限公司 版权所有 苏ICP备11075014号-1
全国服务电话:0515-83902727/13505112539 传真:0515-83912727
公司地址:盐城市大丰区共建东路1号 友链互换QQ:385761848
 在线客服
在线客服